

















More case studies with Sheet piles
Similar case studies Ports
ArcelorMittal AZ sheet pile wall for the construction of the deepwater port at Marsden Point
3000 tonnes of sheet piles from ArcelorMittal's mill in Luxembourg were shipped to the other side of the world to form the quay walls of New Zealand's deepest and most modern port at Marsden Point. The construction of the deepwater port was necessary due to a continuous increase in traffic. Thorough geological analysis resulted in design optimisation through the use of a more cost efficient AZ sheet pile wall instead of the originally planned HZ/AZ combined sheet pile wall.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Detailed information
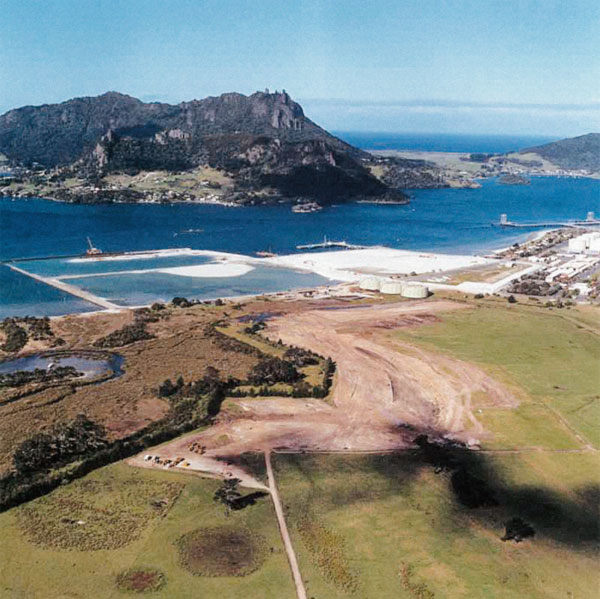
A deepwater port - the answer to New Zealand's increasing export of forest products
Marsden Point is situated on the northeast coast of New Zealand’s North Island. It is here where the country’s most modern and deepest port was constructed. Offering permanent shipping access and guaranteeing a continuous increase in traffic, the harbour is undoubtedly a key factor in the development of New Zealand’s economy.
The idea of building a new port in this region goes back several decades. The Northland Port Corporation, which operates the nearby port of Whangarei, purchased the site in the 1960s when New Zealand’s forestry was still in its infancy. With the passing of the years some 190 000 ha of pine forest reached maturity, resulting in sustained growth of exports of forest products from Whangarei. Exports were predicted to increase fourfold between 2000 and 2004. Port Whangarei, whose wharf structures were not designed to carry today’s heavy handling equipment, is incapable of handling this growth. The port accepts draughts of merely nine metres, which is inconsistent with the evolution of modern shipping fleets.
Furthermore, this capacity can only be assured at the cost of regular dredging. More recently, the port has faced a shortage of dumping sites for the dredged material. These arguments made the construction of a new deepwater port unavoidable.
Northport, a joint venture between Northland Port Corporation and Port of Tauranga, teamed up with Australasia’s largest forest products company, Carter Holt Harvey, for land operations at the planned new port. Following nearby construction of a very large laminated veneer lumber plant aimed principally at the export market, Carter Holt Harvey undertook a firm commitment to ship one million metric tons of wood and derivative products from the new port in its first five years of operation. A growing range of other exports were soon handled by the port. The annual cargo volume reached 2.8 million metric tons in 2005 including agricultural produce, fertilisers, cement, and containers as well as wood.
Geological conditions and the appropriate sheet pile design solution
Thorough studies concerning hydrographic and environmental aspects of the site had already been carried out in the 1970s. The area where the new port was built is situated between two inactive faults. Its favourable geological conditions facilitated the construction works. The soil consists of alluvium, essentially sand, with rare peaty areas, all overlying deep greywacke and argillite bedrock. This meant not only that reclamation could go ahead without any preparatory dredging, but also that the dredged soil from the turning basin could be used as backfill material: several million cubic metres of sand were placed behind a 1700-metre embankment standing between 3 and 16 metres high. The embankment was also built from readily available local materials, mainly sand, and was protected by heavy rocks. Consolidation of the structure was achieved by loading the top of the embankment up to a height of two metres with backfill material before levelling it off to build the pavement.
Construction of the new deepwater port began in October 2000. Less than two years later, in June 2002, the first ship was able to dock at Northport. The second berth was completed only a few months after the first berth came into service. The project was built under a 30 million NZD fixed-price design-and-build contract. The new port includes a 50 ha cargo-marshalling area (32 ha of which were to be on reclaimed land) and a 390-metre wharf with two mooring spots able to handle 65 000 t bulk carriers with maximum lengths of 230 m and maximum draughts of 13 m. Fletcher Construction Company Ltd was the design-and-build contractor, with Beca Carter Hollings and Ferner the designer.
Initially an HZ/AZ combined sheet pile wall was proposed for the retaining wall to both contain the adjacent reclamation and support the rear of the wharf deck. The deck consists of a cast-in-place reinforced concrete flat slab supported on the seaward side by two rows of concrete-filled steel pipe piles. However, BCHF’s final design substituted the combined sheet pile wall with a more cost-efficient AZ 36 wall. The design takes into account the high loads present (dead load of 85 kN/m, live load of 240 kN/m).
The considerable width of the AZ piles chosen (1.26 m per double pile) is an advantage in terms of construction productivity. Although manufactured on the other side of the world, the 3000 t of sheet piles used for the Northport project were supplied to the site within 3 months.
Construction steps
The 30 m high main retaining wall made of AZ 36 sheet piles was driven 16 m into the prevalent sand, the lower five metres of which are of a very compact nature. Two 15 m high retaining walls connect the main quay wall to the backfilled embankments. The AZ 36 sheet piles were anchored by 26 m tie rods to a 7.5 m high deadman wall made of double AZ 26 sheet piles.
The main retaining wall and the deadman wall were connected by 60 mm diameter steel tie rods provided by Anker Schroeder, consisting of two 13.45 m bars joined by a threaded coupler. Continuous steel-channel walers were bolted to the sheet piles by a team of divers who also installed the tie rods. The site’s geology and the depths involved meant there were no particular problems regarding pile driving. The main retaining wall was driven from a Flexifloat S-70 jack-up barge using a PTC 50 HL vibratory hammer operated with a P&H 5100 crane. In case of refusal prior to design penetration into the compact sand, a 9 t Junttan hydraulic hammer was used to complete the driving process. A guide frame with two supporting levels 8 m apart guaranteed the required alignment. The template was held in place with steel tubes that were driven until refusal with the same driving gear that installed the sheet piles. Nine pairs of AZ 36 piles were inserted into the guide frame and driven in panels to ensure the required verticality was achieved. The deadman’s AZ 26 sheet piles did not require driving: they were simply set up from the embankment and propped until enough sand had been placed on both sides.
With a design life of 50 years, special care was taken to provide adequate corrosion protection of the wall’s most critical parts: the intertidal zone and the top of the immersion zone, which coincides with the level of the tie rods. The sheet piles were coated with two 175 μm layers of a tar-free epoxy coating known as Altra Tar. Once assembled, the tie rods were wrapped with Denso Ultraflex corrosion-protection tape, with heat-shrink sleeves around the couplers.
Further development plans
From the outset, plans were made for two further berths drawing 14.5 m. Construction of Berth No 3 started at the end of 2005 using a combined sheet pile solution delivered by ArcelorMittal. With the third berth completed all remaining business at Port Whangarei was transfered to Marsden Point in April 2007. Construction of the fourth berth will take place when increasing port volumes attain viable levels.
Project information
- Whangarei Harbour, Marsden Point
- New Zealand
- 2000-2002
2005-2007 - Client:
Northport joint venture of Northland Port Corporation and Port of Tauranga and Carter Holt Harvey - Engineering firm:
Beca Carter Hollings and Ferner - Contractor:
Fletcher Construction Company Ltd - Photos & text:
ArcelorMittal Sheet Piling