

















More case studies with H sections
Similar case studies Bridges
Elster Bridge Osendorf: A single-span PreCoBeam construction
The Elster Bridge in Osendorf is Germany’s first bridge built with the PreCoBeam construction method using a hot-dip galvanised steel structure. Evaluation of the fatigue resistance of steel components with dynamic loads was made possible due to current research.
The bridge is located in Sachsen-Anhalt, southeast of the town of Halle in the district of Osendorf. It is part of the service road portion of Wilhelm-Grothe Street over the White Elster river, which allows access to the Burgholz conservation area in the flood areas of the Saale-Elster plain. The previous bridge, a three-span bridge built in 1950, needed to be replaced due to flood damage.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Detailed information
A slim construction required
In order to comply with the outflow parameters of the White Elster river and the gradient of the connection to existing elements, the situation required an especially slim construction. For this reason, the new bridge was conceived as a single-span frame construction with 21 metres between the supports. As such, PreCoBeam construction was the ideal solution.
The PreCoBeam solution
This economical construction method consisted of two rolled sections separated along their web, which were connected via composite dowels to a concrete deck of varying height. When the height of the prefabricated steel section is higher than the concrete deck, it is called a T-shaped external reinforcement – this was used in the construction of the bridge. The superstructure consisted of two prefabricated steel beams with external reinforcement that were complemented with an in situ concrete deck after assembly.
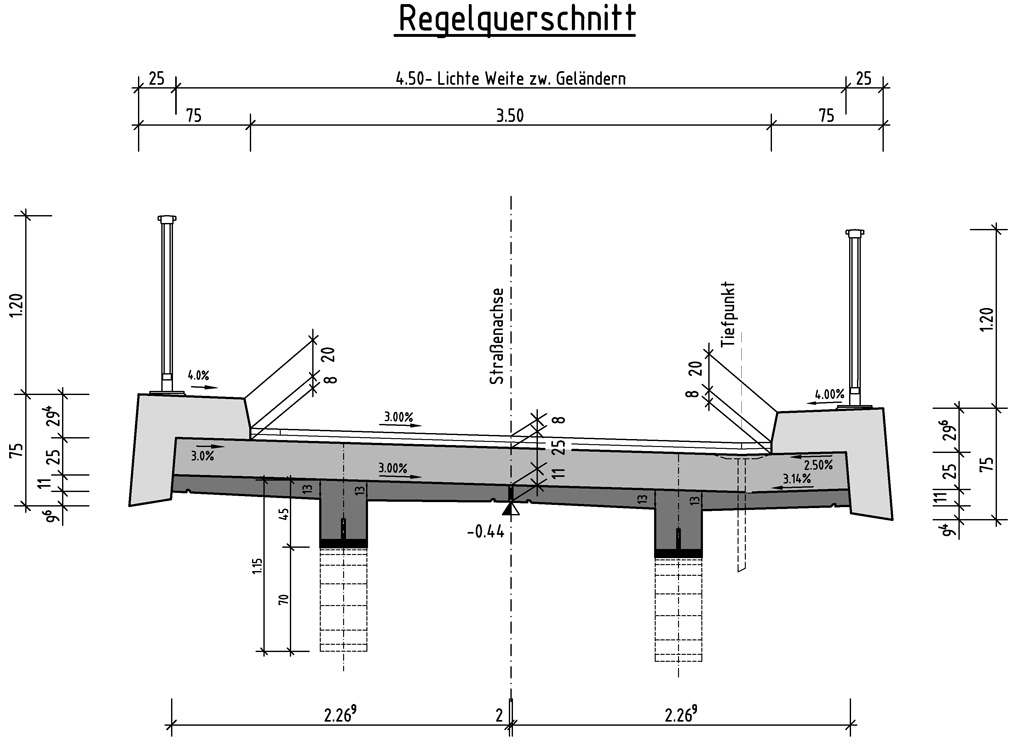
Placed next to each other, the beams allow for a deck width of 3.5 m with caps on both sides measuring 0.75 m. The construction height in the centre of bridge is 0.7 m and 1.4 m at the bearings. The abutment foundations were realised as deep foundations with five bored piles each with a diameter of 90 cm and a length of 7.5 m. The construction was carried out in accordance with the German technical regulation DIBt Z-26.4-56, which applies specifically to this type of construction.
Corrosion protection
In order to minimise damage to the steel beams’ corrosion protection, a resistant hot-dip galvanising process was utilised instead of an organic coating. Current research has shown that this will ensure that the corrosion protection will last for the whole service life of the bridge, which is designed to be 100 years.
Hot-dip galvanisation
In order to avoid maintenance and repair costs at a later stage, the aim was to use hot-dip galvanised steel beams for the PreCoBeam construction. The external reinforcement was made of two rolled sections of HD320xx300 in steel grade S355 ML with a length of 20.38 m each.
When selecting the steel, the option to galvanise was key. Commonly, this is done by complying with the following specifications for silicon and phosphorous content: 0.14% ≤ Si ≤ 0.35% and P ≤ 0.035%. Additionally, the aluminium content should be limited to under 0.03%. Rolled sections from ArcelorMittal Europe – Long Products most commonly fulfil these requirements.
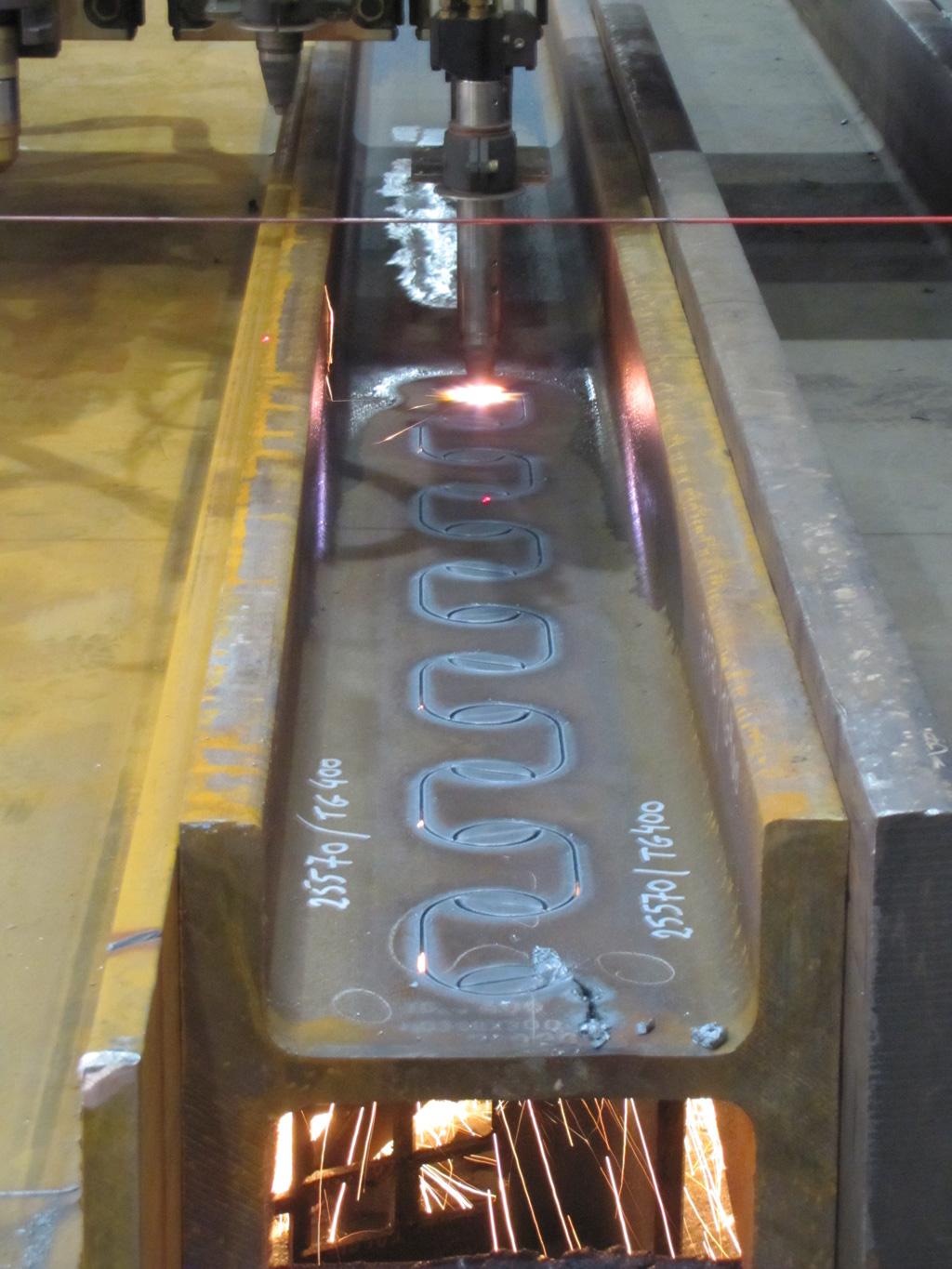
Beam finishing
The sections were finished at ArcelorMittal’s Eurostructures Beam Finishing Centre in Luxembourg and supplied ready to install. First, the beams were halved with a clothoid cut and then cambered to 1.08 m. Next, end plates, stiffeners, and drip plates were welded to the beams alongside the openings necessary for the galvanising process.
For transport reasons, the beams were cut in half lengthwise resulting in a total of four T-shaped profiles. These profiles could be galvanised in one complete submersion as they complied with the maximum length for conventional galvanising pots of about 16 m. Each section had been equipped with two holes with a diameter of 25 mm to allow for suspension in the galvanisation process.
The thinnest layer thicknesses achieved in the galvanisation process - 350 µm - were measured at the underside of the flanges. On the upper sides, galvanised layers of up to 600 µm were achieved. Thus, the required minimum zinc layer thickness of 200 µm necessary for the theoretical 100-year service life was easily met. A significant change in the cambering in the course of the galvanisation process could not be detected.
On site assembly
After transport to the construction site, the four half profiles were lifted onto the prepared formwork. The butt joints were welded after full alignment of the beam halves in the formwork. Corrosion protection at the weld points was completed utilising up-to-date methods based on current research: After welding, the seams were smoothed flat and an area of 110 mm around the butt joint was blasted to surface preparation standard Sa 3. Subsequently, a zinc layer was applied by thermal spraying the blasted area, overlapping the hot-dip galvanised layer. The area was finished with the application of a sealing fluid in order to close the pores created by the sprayed galvanisation.
The advantages of rolled sections
The use of rolled steel sections with clear geometry and without elaborate and costly welding joints has many advantages, particularly in regards to the galvanisation process. While the cut surfaces of built-up sections have to be surface treated after thermal cutting in order to enable sufficient zinc adherence, rolled sections do not require this additional step. Furthermore, there is no risk of distortion due to the internal stress caused by welding.
Project information
- Halle, Sachsen-Anhalt
- Germany
- 2017
- Engineering Office:
ssf Ingenieure AG - Investor:
City of Halle - Contractor:
OST BAU: Osterburger
Straßen-, Tief- und Hochbau GmbH - Galvanising:
Voigt & Schweitzer Landsberg - Text:
ArcelorMittal Europe - Long Products,
Constructalia - Photos:
ArcelorMittal Europe - Long Products,
Florian Schreiber Fotografie
{kind=link}